 ইংরেজি
ইংরেজি 中文简体
中文简体কাঠ-ভিত্তিক প্যানেল ফিনিশিং উপকরণগুলির জন্য একটি গ্র্যাভির প্রিন্টিং মেশিন কীভাবে কাজ করে (এবং কেন এটি গুরুত্বপূর্ণ)
কাঠ-ভিত্তিক প্যানেলের সাথে গ্র্যাভার প্রিন্টিংয়ের কী সম্পর্ক
যেকোনো আসবাবপত্রের শোরুম বা মেঝে খুচরা বিক্রেতার মধ্যে যান এবং MDF বোর্ড, ল্যামিনেট ফ্লোরিং তক্তা বা মেলামাইন-মুখী প্যানেলে কাঠের শস্যের নিদর্শনগুলি ঘনিষ্ঠভাবে দেখুন। সম্ভাবনা হল, সেই হাইপার-রিয়ালিস্টিক টেক্সচারগুলি - সূক্ষ্ম দানা রেখা, গিঁটের বিবরণ এবং রঙের গ্রেডিয়েন্টগুলি - একটি গ্র্যাভার প্রিন্টিং মেশিন ব্যবহার করে মুদ্রিত হয়েছিল। একটি শিল্প মুদ্রণ প্রক্রিয়া এবং আসবাবপত্র শিল্পের মধ্যে সংযোগ অবিলম্বে সুস্পষ্ট নয়, তবে এটি আধুনিক প্যানেল উত্পাদনের সবচেয়ে গুরুত্বপূর্ণ সম্পর্কগুলির মধ্যে একটি।
গ্র্যাভিউর প্রিন্টিং - যা রোটোগ্র্যাভির বা ইন্টাগ্লিও প্রিন্টিং নামেও পরিচিত - একটি ঘূর্ণায়মান সিলিন্ডারে খোদাইকৃত রিসেস থেকে সরাসরি একটি সাবস্ট্রেটে কালি স্থানান্তর করে। কাঠ-ভিত্তিক প্যানেল ফিনিশিং উপকরণগুলির জন্য, সাবস্ট্রেটটি সাধারণত আলংকারিক বেস পেপার বা একটি সরাসরি-প্রিন্ট ফিল্ম যা পরে MDF, কণাবোর্ড বা প্লাইউডের মতো প্যানেল কোরের সাথে স্তরিত, চাপা বা বন্ধন করা হবে। ফলাফলটি এমন একটি পৃষ্ঠ যা দৃঢ়ভাবে কাঠ, পাথর, টেক্সটাইল বা বিমূর্ত নিদর্শনগুলিকে বিশদ এবং পুনরাবৃত্তিযোগ্যতার স্তরে অনুকরণ করতে পারে যা অন্য কোনও মুদ্রণ পদ্ধতি শিল্প স্কেলে অর্জন করতে পারে না।
প্যানেল ফিনিশিংয়ের জন্য গ্র্যাভির প্রিন্টিং মেশিনের মূল উপাদান
ক কাঠ ভিত্তিক প্যানেল সমাপ্তি উপকরণ জন্য rotogravure প্রিন্টিং মেশিন সরঞ্জাম একটি অত্যন্ত বিশেষ টুকরা. এর মূল উপাদানগুলি বোঝা এটি কী ভাল করে এবং এর সীমাবদ্ধতাগুলি উভয়ই স্পষ্ট করতে সহায়তা করে।
গ্র্যাভিউর সিলিন্ডার
গ্র্যাভিউর সিলিন্ডার পুরো মেশিনের হৃদয়। এটি একটি ইস্পাত বা তামা-কোটেড রোলার যেখানে লক্ষ লক্ষ ক্ষুদ্র কোষ রয়েছে - মাইক্রোস্কোপিক রিসেস - এর পৃষ্ঠে খোদাই করা হয়েছে। প্রতিটি কোষ একটি নির্দিষ্ট আয়তনের কালি ধারণ করে। যখন সিলিন্ডারটি সাবস্ট্রেটের বিপরীতে ঘোরে, তখন এই কোষগুলি থেকে কালি স্থানান্তরিত হয়, ওয়েব একাধিক মুদ্রণ ইউনিটের মধ্য দিয়ে যাওয়ার সাথে সাথে স্তর দ্বারা সম্পূর্ণ চিত্র স্তর তৈরি করে। আলংকারিক কাঠ-প্যানেল অ্যাপ্লিকেশনের জন্য, সিলিন্ডারগুলি উচ্চ-বিশ্বস্ত কাঠের শস্য, পাথর বা টেক্সটাইল প্যাটার্ন দিয়ে খোদাই করা হয়, যা প্রায়শই প্রকৃত প্রাকৃতিক উপকরণের ত্রিমাত্রিক স্ক্যান থেকে নেওয়া হয়। প্রতিটি কোষের গভীরতা এবং জ্যামিতি রঙের ঘনত্ব এবং টোনাল গ্রেডেশন নির্ধারণ করে।
ডাক্তার ব্লেড
ইমপ্রেশন পয়েন্টের ঠিক আগে মাউন্ট করা হয়েছে, ডাক্তার ব্লেড হল একটি পাতলা ইস্পাত বা প্লাস্টিকের স্ট্রিপ যা সিলিন্ডারের সমতল পৃষ্ঠ থেকে অতিরিক্ত কালি ছিঁড়ে ফেলে, শুধুমাত্র খোদাই করা কোষের ভিতরে কালি রেখে যায়। ডাক্তার ব্লেডের নির্ভুলতা - এর কোণ, চাপ এবং উপাদান - সরাসরি মুদ্রণ তীক্ষ্ণতা এবং কালি খরচ প্রভাবিত করে। জীর্ণ বা মিসলাইনড ডক্টর ব্লেড হল প্রিন্ট ত্রুটির অন্যতম সাধারণ উৎস যেমন স্ট্রিকিং, টোনাল অসংগতি, বা সাবস্ট্রেট জুড়ে কালি দাগ।
ইমপ্রেশন রোলার
ইমপ্রেশন রোলার হল একটি রাবার-আচ্ছাদিত সিলিন্ডার যা কালি স্থানান্তরের সময় গ্র্যাভির সিলিন্ডারের বিরুদ্ধে সাবস্ট্রেটকে দৃঢ়ভাবে চাপ দেয়। এই দুটি রোলারের মধ্যে নিপ চাপ অবশ্যই সঠিকভাবে নিয়ন্ত্রণ করতে হবে। খুব কম চাপের ফলে অসম্পূর্ণ কালি স্থানান্তর এবং টোনাল বিশদ অনুপস্থিত; অত্যধিক চাপের কারণে সাবস্ট্রেট প্রসারিত হয়, সূক্ষ্ম প্যাটার্ন বিকৃত হয় বা শারীরিক ক্ষতি হয়, বিশেষ করে প্যানেল ফিনিশিংয়ে ব্যবহৃত পাতলা আলংকারিক কাগজে মুদ্রণ করার সময় প্রাসঙ্গিক।
কালি ডেলিভারি এবং সার্কুলেশন সিস্টেম
গ্র্যাভিউর প্রিন্টিং কম-সান্দ্রতা দ্রাবক-ভিত্তিক বা জল-ভিত্তিক কালি ব্যবহার করে একটি ট্রুতে ক্রমাগত বিতরণ করা হয় যেখানে গ্র্যাভির সিলিন্ডারের নীচের অংশ নিমজ্জিত বা প্লাবিত হয়। কাঠ-ভিত্তিক প্যানেল সমাপ্তি উপকরণগুলির জন্য ব্যবহৃত কালিগুলি অবশ্যই নির্দিষ্ট প্রয়োজনীয়তাগুলি পূরণ করতে হবে: তাদের বেস পেপার বা ফিল্মের সাথে ভালভাবে বন্ধন করতে হবে, ল্যামিনেশন এবং প্রেসিং প্রক্রিয়ার সময় স্থিতিশীল থাকতে হবে এবং এমন রঙ তৈরি করতে হবে যা অত্যন্ত দীর্ঘ প্রিন্ট রান জুড়ে অনুমোদিত ডিজাইনের মানগুলির সাথে মেলে যা প্রায়ই কাজ প্রতি কয়েক হাজার লিনিয়ার মিটারে পরিমাপ করা হয়।
শুকানোর ইউনিট
প্রতিটি মুদ্রণ স্টেশনের মধ্যে, গরম-এয়ার শুকানোর টানেল বা ইনফ্রারেড ড্রায়ারগুলি পরবর্তী রঙের স্তর প্রয়োগ করার আগে কালি দ্রাবককে বাষ্পীভূত করে। অপর্যাপ্ত শুকানোর কারণে রঙ মেশানো, কালি সেট অফ, এবং রিওয়াইন্ড রোলে ব্লক করা হয়। দ্রাবক-ভিত্তিক কালিগুলির জন্য, শুকানোর ইউনিটগুলিও দ্রাবক পুনরুদ্ধার সিস্টেমগুলির সাথে একীভূত হয় যা বাষ্পীভূত দ্রাবকগুলিকে ক্যাপচার এবং পুনর্ব্যবহার করে — উভয় পরিবেশগত সম্মতি এবং উপাদান খরচ কমাতে।
আলংকারিক প্যানেল সাবস্ট্রেটগুলিতে মাল্টি-কালার প্রিন্টিং প্রক্রিয়া কীভাবে কাজ করে
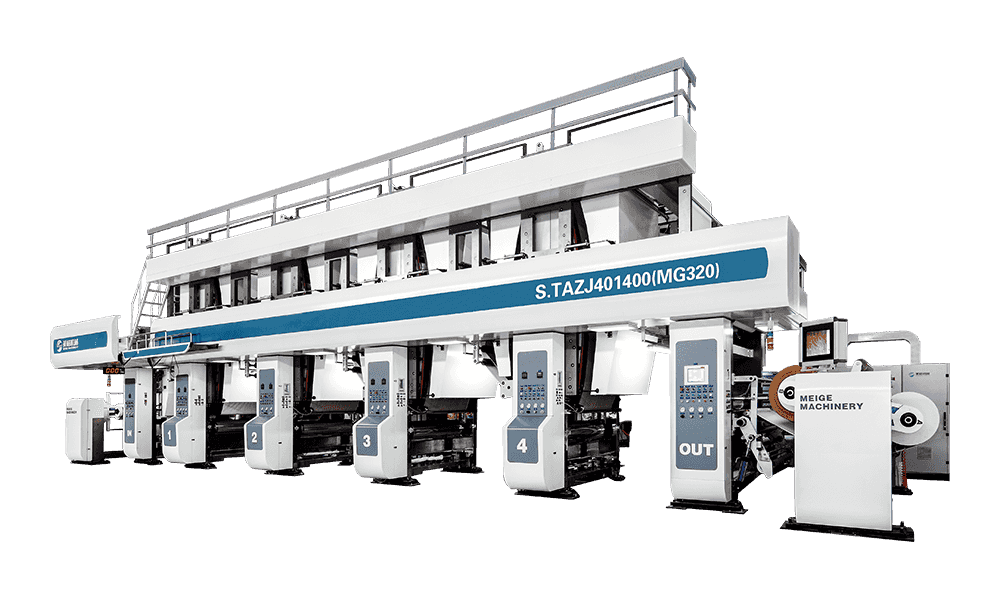
কাঠ-ভিত্তিক প্যানেল সমাপ্তি উপকরণগুলির জন্য বেশিরভাগ গ্র্যাভির প্রিন্টিং মেশিনগুলি মাল্টি-ইউনিট ইনলাইন সিস্টেম হিসাবে কাজ করে। বেস সাবস্ট্রেটের একটি রোল - সাধারণত 80-120 জিএসএম আলংকারিক কাগজ যা মেলামাইন রজন দিয়ে গর্ভধারণ করে, বা একটি পিভিসি/পিইটি ফিল্ম - প্রথম মুদ্রণ ইউনিটে খাওয়ানো হয়, যেখানে প্রথম রঙের স্তর প্রয়োগ করা হয়। তারপরে ওয়েবটি দ্বিতীয় ইউনিটে প্রবেশ করার আগে একটি শুকানোর সুড়ঙ্গের মধ্য দিয়ে যায় এবং এভাবেই ছয় থেকে দশটি প্রিন্ট স্টেশনের মধ্য দিয়ে যায়।
একটি বাস্তবসম্মত কাঠের শস্যের প্যাটার্নের জন্য, একটি সাধারণ প্রিন্ট সিকোয়েন্সে সামগ্রিক স্থল রঙের জন্য একটি বেস কোট অন্তর্ভুক্ত থাকতে পারে, তারপরে উষ্ণ টোনগুলির জন্য পৃথক পাস, গাঢ় শস্য রেখা, হাইলাইট অ্যাকসেন্ট এবং টেক্সচার ওভারলে সারিবদ্ধকরণের জন্য একটি চূড়ান্ত নিবন্ধন চিহ্ন স্তর অন্তর্ভুক্ত থাকতে পারে। প্রতিটি সিলিন্ডারের কাছাকাছি-নিখুঁত নিবন্ধন হতে হবে - যার অর্থ প্রতিটি মুদ্রণ ইউনিটের চিত্র উপাদানগুলিকে অবশ্যই মিলিমিটারের ভগ্নাংশের মধ্যে অবিকল লাইন আপ করতে হবে। আধুনিক মেশিনগুলি প্রায়শই প্রতি মিনিটে 200 মিটারের বেশি গতিতে স্বয়ংক্রিয়ভাবে এই প্রান্তিককরণ বজায় রাখতে অপটিক্যাল সেন্সর এবং সার্ভো-চালিত রেজিস্টার নিয়ন্ত্রণ ব্যবহার করে।
প্যানেল ফিনিশিং-এ Gravure প্রিন্টিংয়ের সাথে সামঞ্জস্যপূর্ণ সাবস্ট্রেট
কাঠের প্যানেল ফিনিশিং শিল্পে গ্র্যাভিউর প্রিন্টিং মেশিনগুলি যে সাবস্ট্রেটগুলি পরিচালনা করে তা অনেকের ধারণার চেয়ে বিস্তৃত। প্রতিটি উপাদানের বিভিন্ন পৃষ্ঠের বৈশিষ্ট্য, পোরোসিটি স্তর এবং উত্তেজনা বৈশিষ্ট্য রয়েছে যা এটি কীভাবে মেশিনের মধ্য দিয়ে চলে এবং এটি কতটা ভাল কালি গ্রহণ করে তা প্রভাবিত করে।
| সাবস্ট্রেট টাইপ | সাধারণ ওজন/বেধ | সাধারণ শেষ ব্যবহার | কালি সিস্টেম |
| আলংকারিক বেস কাগজ | 70-120 জিএসএম | মেলামাইন ল্যামিনেট, এইচপিএল | দ্রাবক বা জল-ভিত্তিক |
| প্রি-প্রিগনেটেড পেপার (প্রি-প্রেগ) | 80-140 জিএসএম | ডাইরেক্ট-প্রেস ল্যামিনেট মেঝে | দ্রাবক-ভিত্তিক |
| পিভিসি ফিল্ম | 0.08-0.20 মিমি | আসবাবপত্র ফয়েল, দরজা চামড়া মোড়ানো | দ্রাবক-ভিত্তিক |
| পিইটি ফিল্ম | 0.05-0.15 মিমি | উচ্চ চকচকে প্যানেল ওভারলে | UV বা দ্রাবক-ভিত্তিক |
| সিপিপি/ওপিপি ফিল্ম | 0.02-0.06 মিমি | প্যানেলের জন্য প্রতিরক্ষামূলক ওভারলে ফিল্ম | জল-ভিত্তিক |
এই সাবস্ট্রেটগুলির প্রতিটির জন্য নির্দিষ্ট মেশিন কনফিগারেশন প্রয়োজন। কাগজের স্তরগুলি উত্তেজনা নিয়ন্ত্রণে তুলনামূলকভাবে ক্ষমাশীল তবে তাদের গর্ভধারণের অবস্থার উপর নির্ভর করে কালি আলাদাভাবে শোষণ করে। কালি আনুগত্য উন্নত করতে প্রিন্ট করার আগে প্লাস্টিক ফিল্মগুলির করোনা চিকিত্সা বা প্রাইমার আবরণ প্রয়োজন এবং তারা প্রসারিত হওয়া বা কুঁচকে যাওয়া রোধ করতে পুরো ওয়েব পাথ জুড়ে সুনির্দিষ্ট টেনশন নিয়ন্ত্রণের দাবি করে যা প্যাটার্ন নিবন্ধনকে ধ্বংস করে।
সিলিন্ডার খোদাই পদ্ধতি এবং প্রিন্ট মানের উপর তাদের প্রভাব
একটি গ্র্যাভিউর-প্রিন্ট করা কাঠের প্যানেল পৃষ্ঠের গুণমান শুধুমাত্র সিলিন্ডার থেকে ছাপানো হয়েছিল ততটাই ভাল। আলংকারিক প্যানেল মুদ্রণের জন্য আধুনিক সিলিন্ডার উত্পাদনে ব্যবহৃত দুটি প্রাথমিক খোদাই পদ্ধতি রয়েছে:
ইলেক্ট্রোমেকানিক্যাল এনগ্রেভিং (ইএমই)
ইলেক্ট্রোমেকানিক্যাল খোদাই একটি হীরা-টিপড লেখনী ব্যবহার করে যা উচ্চ ফ্রিকোয়েন্সিতে দোদুল্যমান হয় যাতে সরাসরি তামা-ধাতুপট্টাবৃত সিলিন্ডার পৃষ্ঠে কোষগুলি কাটা যায়। প্রতিটি কক্ষের গভীরতা এবং প্রস্থ সংকেত প্রশস্ততা দ্বারা নিয়ন্ত্রিত হয়, যা ডিজিটাল ইমেজ ফাইল থেকে প্রাপ্ত। EME দ্রুত, সুনির্দিষ্ট, এবং সমগ্র সিলিন্ডার জুড়ে সামঞ্জস্যপূর্ণ সেল জ্যামিতি তৈরি করে। কাঠের শস্যের প্যাটার্নগুলির জন্য যার জন্য সমৃদ্ধ টোনাল গ্রেডেশন এবং সূক্ষ্ম রেখার প্রজনন প্রয়োজন — যেমন ওক বা আখরোটের দানায় সূক্ষ্ম রঙের পরিবর্তন — EME সিলিন্ডারগুলি অসামান্য ফলাফল দেয়। খোদাই করার পরে, সিলিন্ডারগুলি সাধারণত কঠোরতা এবং স্থায়িত্বের জন্য ক্রোম-ধাতুপট্টাবৃত হয়, যা তাদের পরিষেবা জীবনকে লক্ষ লক্ষ ছাপ পর্যন্ত প্রসারিত করে।
লেজার খোদাই
লেজার খোদাই সিস্টেমগুলি সরাসরি তামার উপর বা জিঙ্ক বা সিরামিক আবরণের উপর ফোকাসযুক্ত উচ্চ-শক্তি রশ্মি ব্যবহার করে সিলিন্ডারের পৃষ্ঠ থেকে উপাদানগুলিকে হ্রাস করে। লেজার প্রযুক্তি কোষের আকার এবং জ্যামিতিগুলির জন্য অনুমতি দেয় যা একটি যান্ত্রিক লেখনীর সাথে অসম্ভব - সহ পরিবর্তনশীল-কোণ কোষ যা কালি প্রকাশের উন্নতি করে এবং ডট লাভ কমায়। কাঠ-প্যানেল সংলগ্ন অ্যাপ্লিকেশনগুলিতে ব্যবহৃত ফ্যাব্রিক ওয়েভস বা পাথরের ছিদ্রের প্যাটার্নগুলির মতো অত্যন্ত সূক্ষ্ম টেক্সচারের জন্য, লেজার-খোদাই করা সিলিন্ডারগুলি প্রতি সেন্টিমিটারে 80 লাইনের বেশি রেজোলিউশন অর্জন করতে পারে, যা ফটোগ্রাফিক প্রজননকে প্রতিদ্বন্দ্বী করে এমন বিশদ তৈরি করে।

কেনার সময় মূল্যায়ন করার জন্য মূল মেশিনের স্পেসিফিকেশন
কাঠ-ভিত্তিক প্যানেল ফিনিশিং অপারেশনের জন্য সঠিক ইন্টাগ্লিও প্রিন্টিং মেশিন নির্বাচন করার জন্য বুঝতে হবে কোন প্রযুক্তিগত বৈশিষ্ট্যগুলি আসলে অ্যাপ্লিকেশনের জন্য গুরুত্বপূর্ণ, সাধারণ মুদ্রণ শিল্পের মেট্রিক্স দ্বারা প্রভাবিত হওয়ার পরিবর্তে যা আলংকারিক প্যানেল উত্পাদনে সরাসরি অনুবাদ করতে পারে না।
- প্রিন্ট প্রস্থ: প্যানেল ফিনিশিংয়ের জন্য স্ট্যান্ডার্ড আলংকারিক কাগজ রোলগুলি সাধারণত 1,250 মিমি থেকে 2,100 মিমি প্রস্থে চলে। আপনার মেশিনের সর্বাধিক প্রিন্ট প্রস্থ অবশ্যই আপনার পণ্য পরিসরে প্রশস্ত সাবস্ট্রেট বিন্যাসকে মিটমাট করতে হবে, যেহেতু সিলিন্ডারের আকার পরিবর্তন করা ব্যয়বহুল এবং সময়সাপেক্ষ।
- মুদ্রণ ইউনিটের সংখ্যা: আরো মুদ্রণ স্টেশন মানে আরো উপলব্ধ রং এবং নকশা জটিলতা. বেশিরভাগ কাঠ-শস্যের নিদর্শনগুলির জন্য ন্যূনতম চার ইউনিট প্রয়োজন; জটিল পাথর বা টেক্সটাইল প্যাটার্ন প্রায়ই ছয় বা তার বেশি ব্যবহার করে। মডুলার আর্কিটেকচার সহ মেশিনগুলি পরবর্তীতে উত্পাদনের প্রয়োজনীয়তা বৃদ্ধির সাথে সাথে ইউনিট যুক্ত করার অনুমতি দেয়।
- সর্বাধিক মুদ্রণের গতি: আলংকারিক প্যানেল অ্যাপ্লিকেশনের জন্য উচ্চ-আউটপুট গ্র্যাভিউর প্রিন্টিং মেশিন প্রতি মিনিটে 150 থেকে 400 মিটারের মধ্যে চলে। উচ্চ গতির থ্রুপুট বাড়ে তবে দ্রুত-শুকানোর কালি, আরও শক্তিশালী ড্রায়ার এবং শক্ত রেজিস্টার নিয়ন্ত্রণ ব্যবস্থার দাবি করে। আপনার প্রকৃত গড় কাজের দৈর্ঘ্য এবং পরিবর্তনের ফ্রিকোয়েন্সি মূল্যায়ন করুন — আপনি যদি প্রতি 3,000 মিটারে সিলিন্ডার পরিবর্তন করেন তবে কাঁচা গতি অর্থহীন।
- নিবন্ধন নিয়ন্ত্রণ ব্যবস্থা: স্বয়ংক্রিয় অপটিক্যাল রেজিস্ট্রেশন সেন্সর সহ সার্ভো-চালিত রেজিস্টার সংশোধন সন্ধান করুন যা সম্পূর্ণ উত্পাদন গতিতে ±0.1 মিমি নির্ভুলতা বজায় রাখতে পারে। বহু-রঙের কাঠের শস্যের প্রিন্টে প্যাটার্নের বিভ্রান্তির প্রধান কারণ হল দুর্বল নিবন্ধন।
- টেনশন কন্ট্রোল আর্কিটেকচার: প্রিন্ট পাথ জুড়ে সামঞ্জস্যপূর্ণ ওয়েব টান কাগজ এবং ফিল্ম সাবস্ট্রেট উভয়ের জন্যই গুরুত্বপূর্ণ। মেশিনগুলিকে সমস্ত প্রিন্ট ইউনিটের মাধ্যমে রিওয়াইন্ড করার জন্য স্বাধীন টেনশন জোন নিয়ন্ত্রণ অফার করা উচিত, সাধারণ নর্তকী-রোল ব্যবস্থার পরিবর্তে লোড-সেল ফিডব্যাক সিস্টেম সহ।
- শুকানোর সিস্টেম ক্ষমতা: ড্রায়ারের ক্ষমতা অবশ্যই সর্বাধিক মুদ্রণের গতি এবং ব্যবহৃত কালিগুলির বাষ্পীভবনের লোডের সাথে মেলে। আন্ডারপাওয়ারড ড্রায়ারগুলি হল একটি বাধা যা অপারেটরদের গতি কমাতে বাধ্য করে, মেশিনের রেট করা থ্রুপুটকে অস্বীকার করে। দ্রাবক পুনরুদ্ধার দক্ষতা একটি গুরুত্বপূর্ণ খরচ এবং সম্মতি ফ্যাক্টর.
- সিলিন্ডার লোডিং এবং পরিবর্তন সিস্টেম: একটি উচ্চ-বৈচিত্র্যের আলংকারিক প্যানেল অপারেশনে, সিলিন্ডারের পরিবর্তন ঘন ঘন ঘটে। রেল-মাউন্ট করা ট্রলি, প্রি-রেজিস্টার সিস্টেম এবং দ্রুত-কানেক্ট কালি সাপ্লাই ফিটিং সহ মেশিনগুলি ভাল ডিজাইন করা সরঞ্জামগুলিতে পরিবর্তনের সময়কে ঘন্টা থেকে 30 মিনিটের কম করে।
কাঠ প্যানেল সমাপ্তি অ্যাপ্লিকেশনের জন্য কালি প্রণয়ন বিবেচনা
কাঠ-ভিত্তিক প্যানেল ফিনিশিংয়ের জন্য গ্র্যাভিউর প্রিন্টিংয়ে ব্যবহৃত কালিগুলি মানসম্মত প্রিন্টিং কালি নয় - তাদের অবশ্যই ডাউনস্ট্রিম ল্যামিনেশন, প্রেসিং এবং পৃষ্ঠের চিকিত্সা প্রক্রিয়া থেকে বেঁচে থাকতে হবে যা একটি মুদ্রিত কাগজ বা ফিল্মকে একটি সমাপ্ত প্যানেল পৃষ্ঠে রূপান্তরিত করে। এটি কালি রসায়নের অনন্য চাহিদা রাখে।
মেলামাইন-চাপানো ল্যামিনেটের জন্য, কালিগুলিকে শর্ট-সাইকেল প্রেসের উচ্চ তাপমাত্রা এবং চাপ সহ্য করতে হবে - সাধারণত 180-210°C এবং 25-40 বার। যে কালিগুলিতে এমন উপাদান রয়েছে যা এই অবস্থার অধীনে পচে যায় বা রক্তপাত হয় তা সমাপ্ত প্যানেলে রঙ পরিবর্তন বা পৃষ্ঠের দূষণ তৈরি করবে। বেশিরভাগ সরবরাহকারী প্রেস-স্থির গ্র্যাভিউর কালি অফার করে যা মেলামাইন ল্যামিনেট অ্যাপ্লিকেশনের জন্য বিশেষভাবে তৈরি করা হয়, তাপীয় স্থিতিশীলতার জন্য পিগমেন্ট এবং বাইন্ডার নির্বাচন করা হয়।
আসবাবপত্র মোড়ানো এবং দরজা চামড়া উত্পাদন ব্যবহৃত PVC ফয়েল অ্যাপ্লিকেশনের জন্য, মুদ্রিত ফয়েল তাপ সঙ্গে একটি ভ্যাকুয়াম গঠন বা ঝিল্লি প্রেসিং প্রক্রিয়ার মধ্য দিয়ে যায়। কালি ভঙ্গুর হওয়ার পরিবর্তে নমনীয় থাকতে হবে, যেহেতু ভঙ্গুর কালি ফিল্মগুলি গঠন প্রক্রিয়ার সময় ফাটল এবং বাঁক এবং প্রান্তে দৃশ্যমান ত্রুটি তৈরি করে। PVC সাবস্ট্রেট থেকে কালি স্তরে প্লাস্টিকাইজার স্থানান্তর আরেকটি দীর্ঘমেয়াদী স্থিতিশীলতার উদ্বেগ যা কালি গঠনের মাধ্যমে সমাধান করা আবশ্যক।
কাঠের প্যানেল গ্র্যাভিউর প্রিন্টিংয়ের সাধারণ মুদ্রণের ত্রুটি এবং কীভাবে সেগুলি প্রতিরোধ করা যায়
এমনকি ভালভাবে রক্ষণাবেক্ষণ করা সরঞ্জাম এবং মানসম্পন্ন উপকরণ সহ, আলংকারিক প্যানেল পৃষ্ঠের জন্য গ্র্যাভিউর প্রিন্টিং একটি নির্দিষ্ট সেটের পুনরাবৃত্ত ত্রুটির জন্য সংবেদনশীল। তাদের মূল কারণগুলি বোঝা পদ্ধতিগত প্রতিরোধের প্রথম পদক্ষেপ।
অনুপস্থিত বিন্দু (এড়িয়ে যান)
স্কিপ ঘটে যখন কালি খোদাই করা কোষ থেকে সাবস্ট্রেটে স্থানান্তর করতে ব্যর্থ হয়, মুদ্রিত চিত্র জুড়ে ক্ষুদ্র সাদা দাগ তৈরি করে। সর্বাধিক সাধারণ কারণগুলি হল কালি সান্দ্রতা যা খুব বেশি, অপর্যাপ্ত ছাপ চাপ, ডাক্তারের ব্লেড দূষণ, বা একটি সাবস্ট্রেট পৃষ্ঠ যা পর্যাপ্ত কৈশিক কালি প্রকাশের জন্য খুব মসৃণ। রিয়েল টাইমে কালি সান্দ্রতা পর্যবেক্ষণ করা এবং নিয়মিত ব্লেড পরিবর্তনের সময়সূচী সহ পরিষ্কার ডাক্তার ব্লেড বজায় রাখা উল্লেখযোগ্যভাবে এড়িয়ে যাওয়ার ফ্রিকোয়েন্সি হ্রাস করে।
ডাক্তার ব্লেড স্ট্রীকস
মেশিনের দিকে চলমান রেখাগুলি ডাক্তার ব্লেড এবং সিলিন্ডার পৃষ্ঠের মধ্যে ধরা কণার কারণে ঘটে, একটি চ্যানেল তৈরি করে যা কালিকে ব্লেডকে বাইপাস করতে দেয়। দূষিত কালি, সিলিন্ডার পরিধান থেকে কঠিন বিদেশী কণা, বা একটি ক্ষতিগ্রস্ত ব্লেড প্রান্ত এই ত্রুটির কারণ হতে পারে। ফিল্টার করা কালি ডেলিভারি সিস্টেম ব্যবহার করা এবং প্রতিটি কাজ চালানোর আগে ডাক্তারের ব্লেড পরিদর্শন করা মানক প্রতিরোধমূলক ব্যবস্থা।
প্যাটার্ন ভুল নিবন্ধন
যখন একাধিক মুদ্রণ ইউনিটের রঙের স্তরগুলি সারিবদ্ধ হতে ব্যর্থ হয়, তখন কাঠের দানার সূক্ষ্ম বিবরণগুলি অস্পষ্ট বা দ্বিগুণ দেখায়। ভুল নিবন্ধন প্রায়শই ওয়েব টেনশনের ওঠানামা, দুর্বলভাবে নিয়ন্ত্রিত ড্রায়ার পরিবেশে সাবস্ট্রেটের তাপীয় প্রসারণ বা রেজিস্টার সার্ভো সিস্টেমের কারণে ঘটে থাকে যা ধীরগতির জন্য সংশোধন করা হয়। স্থিতিশীল ড্রায়ার তাপমাত্রা বজায় রাখা এবং টেনশন কন্ট্রোল সিস্টেমটি সঠিকভাবে ক্যালিব্রেট করা নিশ্চিত করা সাবস্ট্রেটটি চালানোর জন্য বেশিরভাগ নিবন্ধন সমস্যা সমাধান করে।
কালি সেটঅফ এবং ব্লকিং
সেটঅফ ঘটে যখন ওয়েবের মুদ্রিত দিক থেকে রিওয়াইন্ড রোলে উপরের স্তরের বিপরীত দিকে ভিজে বা অপর্যাপ্তভাবে শুকনো কালি স্থানান্তরিত হয়, উভয় পৃষ্ঠের ক্ষতি করে। এই ত্রুটিটি প্রায় সবসময়ই গতিতে চলার কারণে ঘটে যা বর্তমান কালি এবং সাবস্ট্রেট সংমিশ্রণের জন্য ড্রায়ারের বাষ্পীভবন ক্ষমতাকে ছাড়িয়ে যায়। গতি কমানো বা ড্রায়ারের তাপমাত্রা বৃদ্ধি করা (সাবস্ট্রেট সহনশীলতার সীমার মধ্যে) তাৎক্ষণিক সমস্যার সমাধান করে; দীর্ঘমেয়াদী সমাধানগুলির মধ্যে ড্রায়ারের ক্ষমতা আপগ্রেড করা বা দ্রুত-শুকানো কালি ফর্মুলেশনগুলিতে স্যুইচ করা জড়িত।
কিভাবে Gravure মুদ্রণ অন্যান্য প্যানেল ফিনিশিং প্রিন্ট প্রযুক্তির সাথে তুলনা করে
কাঠ-ভিত্তিক প্যানেলের জন্য আলংকারিক পৃষ্ঠ উত্পাদন করার জন্য গ্র্যাভিউর প্রিন্টিং একমাত্র প্রযুক্তি নয় এবং মূলধন বিনিয়োগের সিদ্ধান্ত নেওয়ার আগে এটি বিকল্পগুলির তুলনায় কোথায় বসে তা বোঝার মতো।
| প্রযুক্তি | প্রিন্ট কোয়ালিটি | রানের দৈর্ঘ্য | সেটআপ খরচ | জন্য সেরা |
| রোটোগ্রাভিউর | চমৎকার | খুব দীর্ঘ (50,000 মি) | উচ্চ (সিলিন্ডার খরচ) | উচ্চ ভলিউম মান সজ্জা |
| ফ্লেক্সোগ্রাফিক | ভাল | মাঝারি-লম্বা | মাঝারি | কঠিন রং, সহজ নিদর্শন |
| ডিজিটাল ইঙ্কজেট | খুব ভালো | স্বল্প-মাঝারি | কম (কোন সিলিন্ডার নেই) | কাস্টম সজ্জা, ছোট রান |
| অফসেট লিথোগ্রাফি | চমৎকার | মাঝারি | মাঝারি | প্যানেল সমাপ্তিতে খুব কমই ব্যবহৃত হয় |
উচ্চ-ভলিউম কাঠের প্যানেল সজ্জার জন্য গ্র্যাভিউর প্রিন্টিংয়ের অতুলনীয় সুবিধা হল অত্যন্ত দীর্ঘ রানের উপর এর সামঞ্জস্যতা এবং কাঠ এবং পাথরের টেক্সচারে সূক্ষ্ম টোনাল গ্রেডিয়েন্ট পুনরুত্পাদন করার ক্ষমতা যেকোনো প্রতিযোগী অ্যানালগ প্রক্রিয়ার চেয়ে ভালো। এর প্রাথমিক অসুবিধা — উচ্চ সিলিন্ডার তৈরির খরচ — এটাকে অল্প রান বা ঘন ঘন নকশা পরিবর্তনের জন্য অর্থনৈতিকভাবে অনুপযুক্ত করে তোলে। অনেক বড় নির্মাতারা এখন তাদের কোর হাই-ভলিউম ডেকোর ক্যাটালগের জন্য গ্র্যাভিউর লাইন এবং স্বল্প-চালিত কাস্টম অর্ডারের জন্য ডিজিটাল ইঙ্কজেট লাইন উভয়ই পরিচালনা করে, উভয় পদ্ধতির মধ্যে সেরাটি পেয়ে থাকে।
রক্ষণাবেক্ষণের অনুশীলনগুলি যা দীর্ঘমেয়াদী মেশিনের কার্যকারিতা রক্ষা করে
ক gravure printing machine for wood-based panel finishing represents a major capital investment — typically in the range of €500,000 to several million euros depending on width, speed, and configuration. Protecting that investment through disciplined maintenance directly impacts both uptime and print quality over the machine's operational life.
- ডাক্তার ব্লেড প্রতিস্থাপন সময়সূচী: ব্লেডগুলি একটি নির্দিষ্ট সময়সূচী অনুসারে পরিবর্তন করা উচিত - সাধারণত প্রতিটি শিফট বা উচ্চ-গতির উত্পাদনের জন্য প্রতিটি রোল পরিবর্তন - দৃশ্যমান ত্রুটিগুলি উপস্থিত হওয়ার জন্য অপেক্ষা না করে। ব্লেডগুলিকে ব্যর্থ করে চালানোর ফলে সিলিন্ডারের পৃষ্ঠের ক্ষতি হয় যা মেরামত করা অনেক বেশি ব্যয়বহুল।
- ইমপ্রেশন রোলার পরিদর্শন: রাবার ইমপ্রেশন রোলারগুলি সময়ের সাথে সাথে পৃষ্ঠের অনিয়মগুলিকে শক্ত করে এবং বিকাশ করে। নিয়মিত শোর কঠোরতা পরিমাপ এবং পৃষ্ঠ পরিদর্শন মুদ্রণ মানের সমস্যা সৃষ্টি করার আগে অবনতি ধরা. যখন কঠোরতা নির্দিষ্টকরণের বাইরে চলে যায় তখন রোলারগুলি পুনরায় গ্রাউন্ড করা বা প্রতিস্থাপন করা উচিত।
- কালি সিস্টেম ফ্লাশিং: প্রতিটি রঙ পরিবর্তনের সময় এবং প্রতিটি উত্পাদন চালানোর শেষে কালি ট্রফ, পাম্প এবং পুনঃপ্রবর্তন লাইনগুলি অবশ্যই পুঙ্খানুপুঙ্খভাবে ফ্লাশ করতে হবে। ডেলিভারি লাইনে শুকনো কালি জমার কারণে সান্দ্রতা অস্থিরতা, দূষণ এবং শেষ পর্যন্ত পাম্প ব্যর্থ হয়।
- ড্রায়ার রক্ষণাবেক্ষণ: কir nozzles and infrared elements in drying tunnels should be inspected for blockage or degradation quarterly. Uneven drying from blocked nozzles causes localized ink cure problems that are difficult to diagnose from the finished roll alone.
- রেজিস্টার সিস্টেম ক্রমাঙ্কন: অপটিক্যাল সেন্সর এবং সার্ভো ড্রাইভের পরামিতিগুলিকে নিয়মিত বিরতিতে প্রস্তুতকারকের নির্দিষ্টকরণে পুনঃক্রমিক করা উচিত। সেন্সর অ্যালাইনমেন্ট বা সার্ভো রেসপন্স কার্ভের ড্রিফ্ট ক্রমান্বয়ে রেজিস্টারের অবনতির দিকে নিয়ে যায় যা কখনও কখনও সাবস্ট্রেট বা সিলিন্ডার সমস্যার জন্য ভুল হয়।
- সিলিন্ডার স্টোরেজ এবং হ্যান্ডলিং: ক্রোম-প্লেটেড গ্র্যাভিউর সিলিন্ডারগুলি হল নির্ভুল উপাদান যা অনুপযুক্ত স্টোরেজ বা অসাবধান হ্যান্ডলিং দ্বারা ক্ষতিগ্রস্ত হতে পারে। আর্দ্রতা থেকে দূরে, প্যাডেড সাপোর্টে উল্লম্বভাবে সিলিন্ডার সংরক্ষণ করুন এবং পরিবহনের সময় বিয়ারিং সারফেসগুলিকে রক্ষা করতে জার্নালের প্রান্তগুলিকে ক্যাপ করুন৷
পণের ধরন
প্রস্তাবিত খবর
2026-05-26কাঠ-ভিত্তিক প্যানেল ফিনিশিং উপকরণগুলির জন্য একটি গ্র্যাভির প্রিন্টিং মেশিন কীভাবে কাজ করে (এবং কেন এটি গুরুত্বপূর্ণ)
2026-05-20রোটোগ্রাভিউর প্রিন্টিং মেশিন: এটি কীভাবে কাজ করে, এটি কীসের জন্য ব্যবহৃত হয় এবং কীভাবে একটি চয়ন করবেন
2026-05-13পিভিসি মাল্টি-লেয়ার লেমিনেটিং মেশিন: কাজের নীতি এবং নির্বাচন নির্দেশিকা
প্রস্তাবিত পণ্য
বিশ্বের বিভিন্ন অঞ্চলের উন্নয়ন চাহিদা মেটাতে বিভিন্ন মডেল।


এখনই আমাদের মেসেজ করুন!
পণ্য
- কেএল সিরিজের আলংকারিক কাগজ গ্র্যাভিউর প্রিন্টার
- ডিএল সিরিজের আলংকারিক কাগজ গ্র্যাভিউর প্রিন্টার
- এইচএল সিরিজের আলংকারিক কাগজ গ্র্যাভিউর প্রিন্টার
- এমজি সিরিজের আলংকারিক কাগজ গ্র্যাভিউর প্রিন্টার
- LLW সিরিজের আলংকারিক পেপার গ্র্যাভিউর লেপ মেশিন
- BL, CS, JS, CL, JL, EL সিরিজের আলংকারিক কাগজ গ্র্যাভার প্রিন্টার
- ......
যোগাযোগ করুন
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: নং 32 উজিয়াতু, কিংকে গ্রাম, জিনচেং স্ট্রিট, লিনআন জেলা, হাংঝো শহর, ঝেজিয়াং প্রদেশ
Copyright © Zhejiang Meige মেশিনারি কোং, লি. All rights reserved.
 গোপনীয়তা
গোপনীয়তা